
අර්ථ දැක්වීම:
ලෝහ තහඩුව සඳහා පුළුල් සීතල වැඩ කිරීමේ ක්රියාවලියක්, ප්රධාන වශයෙන් කැපීම, සිදුරු කිරීම, නැමීම, රිවට් කිරීම, අච්චු සෑදීම, වෙල්ඩින් කිරීම යනාදිය ලෙස බෙදා ඇත. බහුලව භාවිතා වන තහඩු අතර උණුසුම් රෝල් කරන ලද තහඩු, අච්චාරු දමන ලද තහඩු, සීතල රෝල් කරන ලද තහඩු, ගැල්වනයිස් කරන ලද තහඩු, තඹ තහඩු, ඇලුමිනියම් තහඩු, ඇලුමිනියම් පැතිකඩ, මල නොබැඳෙන වානේ තහඩු ආදිය ඇතුළත් වේ.
පොදු සැකසුම් ක්රම:
1. සාම්පල සහ කුඩා කාණ්ඩ නිෂ්පාදනය සඳහා බොහෝ විට භාවිතා කරන cnc පන්ච් යන්ත්රය, cnc නැමීමේ යන්ත්රය, ලේසර් කැපුම් යන්ත්රය, ෂියරින් යන්ත්රය සහ අනෙකුත් උපකරණ මගින් තහඩු තහඩු ලෝහ සැකසීම.
2. තහඩුව පන්ච් එකක් හෝ මුද්රණ යන්ත්රයක් සහ අනෙකුත් උපකරණ මත ස්ථාවර අච්චුවක් මගින් සකසනු ලැබේ.වේගය වේගවත් වන අතර පිරිවැය අඩුය, නමුත් අච්චුවේ පිරිවැය ඉහළ ය, ස්ථාපනය සහ ප්රතිස්ථාපනය කාලය ගතවන අතර එය බොහෝ විට මහා පරිමාණ නිෂ්පාදනය සඳහා යොදා ගනී.
තහඩු ලෝහ කොටස් සැකසීමේ ක්රියාවලිය:
1. කැපීම: අච්චුව, ලේසර් කැපීම, කැපීම හෝ සිදුරු කිරීම.
2. සෑදීම: නැමීම, අච්චු සෑදීම.
3. වෙනත් සැකසුම්: පීඩන රිවට් කිරීම, රිවට් කිරීම හෝ තට්ටු කිරීම.
4. වෙල්ඩින්: චාප වෙල්ඩින් (TIG/MIG), ප්රතිරෝධක වෙල්ඩින්.
5. මතුපිට ප්රතිකාර: කුඩු ආලේපනය, විද්යුත් විච්ඡේදනය, විද්යුත් ආලේපනය, ආදිය.
පොදු උපකරණ සහ ක්රියාවලි හැඳින්වීම
රැවුල කපන යන්ත්රය:
යන්ත්ර හැඳින්වීම:
කැපුම් යන්ත්රය චලනය වන ඉහළ තලයක් සහ ස්ථාවර පහළ තලයක් භාවිතා කරන අතර, විවිධ ඝනකම් ඇති ලෝහ තහඩු වලට කැපුම් බලය යෙදීම සඳහා සාධාරණ තල පරතරයක් භාවිතා කර අවශ්ය ප්රමාණයට අනුව තහඩු කැඩී වෙන් කරයි.
ක්රියාවලි හැඳින්වීම:
තීරු කැපීම සඳහා භාවිතා කරන අතර, එය ප්රධාන වශයෙන් ඩයි බ්ලැන්කින් සැකසුම් සකස් කිරීම හෝ සාමාන්ය හැඩතල සහිත සරල කොටස් හිස් කිරීම සඳහා යොදා ගනී.වේගවත් වේගය, අඩු පිරිවැය, අඩු නිරවද්යතාවය, සිදුරු සහ කොන් නොමැතිව තීරු හෝ කුට්ටි පමණක් සැකසිය හැක.

ලේසර් කැපුම් යන්ත්රය:
යන්ත්ර හැඳින්වීම:
කැපීමට නියමිත ද්රව්යය විකිරණය කිරීම සඳහා අධි ශක්ති ලේසර් භාවිතා කරන්න. ද්රව්යය වාෂ්ප කර කුහරයක් නිර්මාණය කරන අතර, කදම්භය ස්ලිට් එකක් සෑදීමට චලනය වේ. කොටසෙහි ව්යුහාත්මක හැඩය කපා දමන්න. ලේසර් වැඩසටහන ලිවීමට අවශ්යයි. එයට සංකීර්ණ හැඩතල සහිත විවිධ කොටස් කපා ගත හැකිය. ඉහළ නිරවද්යතාවයක්. බොහෝ විට සාම්පල නිෂ්පාදනය හෝ කුඩා කාණ්ඩ නිෂ්පාදනවල බහු ප්රභේද සඳහා භාවිතා වේ.
ක්රියාවලි හැඳින්වීම:
ලේසර් කැපීමේ කදම්භ විෂ්කම්භය ඉතා කුඩා වන අතර සාමාන්යයෙන් 0.2MM ට අඩු වේ. කාබන් වානේ තහඩු 3 mm ට අඩුවෙන් කපන විට, සිදුරු මධ්ය දුර ඉවසීම 0.05MM තුළ පාලනය කළ හැකි අතර, සමෝච්ඡ ඉවසීම 0.1MM තුළ පාලනය කළ හැකි අතර, මතුපිට රළුබව Ra 12.5 දක්වා ළඟා විය හැකිය. ලේසර් කැපුම් මතුපිට සලකුණු තබයි. ඝන තහඩුව, වඩාත් පැහැදිලි වේ.
ලේසර් කැපීමට බලපාන සාධක:
ලේසර් කැපුම් ස්ථානය කුඩා වන තරමට, ස්ලිට් කුඩා වන තරමට, නිරවද්යතාවය වැඩි වේ;
වැඩ මේසයේ ස්ථානගත කිරීමේ නිරවද්යතාවය වැඩි වන තරමට ලේසර් කැපුම් නිරවද්යතාවය වැඩි වේ;
පත්රය ඝනකම වැඩි වන තරමට ලේසර් කැපීමේ නිරවද්යතාවය අඩු වන අතර මතුපිට රළුබව නරක අතට හැරේ;
එකම ඝනකම සහිතව, වානේ තහඩුවේ නිරවද්යතාවය ඇලුමිනියම් තහඩුවට වඩා වැඩි වන අතර, කැපුම් මතුපිට සුමට වේ;

CNC සිදුරු යන්ත්රය:
යන්ත්ර හැඳින්වීම:
සංඛ්යාත්මක පාලනයක් සහිත ස්වයංක්රීය සිදුරු යන්ත්රයකි. CNC ක්රමලේඛන උපදෙස් හරහා, සිදුරු කිරීමේ ක්රියාව හසුරුවා කොටස් නිෂ්පාදනය කරන්න.
ක්රියාවලි හැඳින්වීම:
සරල අච්චු සංයෝජනයක් හරහා, විවිධ සංකීර්ණ පාස් සහ නොගැඹුරු දිගු කොටස් එකවර සම්පූර්ණ කළ හැකිය. එයට විශාල වටකුරු සිදුරු, හතරැස් සිදුරු, ඉණ සිදුරු සහ විවිධ හැඩයන්ගෙන් යුත් වක්ර සමෝච්ඡයන් සැකසිය හැකිය. මෙය අන්ධ, කවුන්ටර්සින්ක්, ෆ්ලැන්ජින් සිදුරු, ඉළ ඇට, එම්බොසින් කිරීම වැනි විශේෂ ක්රියාවලීන් මගින් ද සැකසිය හැකිය.

CNC මුද්දර යන්ත්රය:
යන්ත්ර හැඳින්වීම:
මුද්දර යන්ත්රය යනු පීඩන යන්ත්රයකි. නිෂ්පාදන සෑදීමේ ක්රමයේ අවශ්ය හැඩය සහ ප්රමාණය ලබා ගැනීම සඳහා මුද්දර යන්ත්රය සහ අච්චුව තහඩු, තීරු, පයිප්ප සහ පැතිකඩවලට බාහිර බලය යොදවා ප්ලාස්ටික් විරූපණය හෝ වෙන් කිරීම සිදු කරයි.
ක්රියාවලි හැඳින්වීම:
අච්චුව හරහා, හිස් කිරීම, සිදුරු කිරීම, සැකසීම, දිගු කිරීම, කැපීම, සියුම් හිස් කිරීම, හැඩගැස්වීම, රිවට් කිරීම සහ නිස්සාරණය කිරීම සිදු කළ හැකිය. සැකසුම් නිරවද්යතාවය අච්චුව සහ ද්රව්ය මත රඳා පවතී. අච්චු ප්රතිස්ථාපනය සහ ගැලපුම් කාලය දිගු වේ. අච්චු පිරිවැය ඉහළයි. මහා පරිමාණ නිෂ්පාදන සඳහා සුදුසු වේ.

CNC නැමීමේ යන්ත්රය:
යන්ත්ර හැඳින්වීම:
අච්චු හරහා තුනී තහඩු නැමීම සඳහා උපකරණ. මෙහෙයුම සරල වන අතර, පැති බිත්තිය සහිත වැඩ කොටස නිපදවිය හැකිය. වේගවත් වේගය, ඉහළ නිරවද්යතාවය, සහ එය ස්වයංක්රීය වන්දි ශ්රිතයක් ඇත.

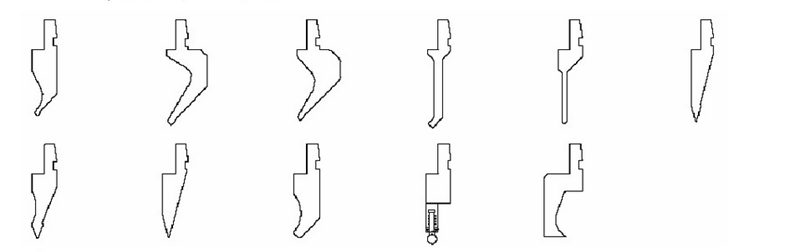
පොදු නැමීමේ ඩයි (ඉහළ අච්චුව) හැඩය:
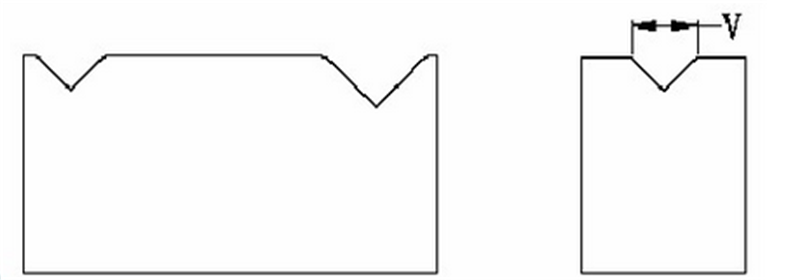
පොදු V කට්ට (පහළ අච්චුව) හැඩය:
වෙල්ඩින් යන්ත්රය:
යන්ත්ර හැඳින්වීම:
වෙල්ඩින් යන්ත්රය ක්ෂණිකව විද්යුත් ශක්තිය තාපය බවට පරිවර්තනය කරයි. එයට එකම ලෝහ ද්රව්ය ක්ෂණිකව සම්බන්ධ කළ හැකිය (එසේම අසමාන ලෝහ සම්බන්ධ කළ හැකිය, නමුත් වෙල්ඩින් ක්රමය වෙනස් වේ).
ක්රියාවලි හැඳින්වීම:
තහඩු ලෝහ කොටස්වල පොදු වෙල්ඩින් ක්රම වන්නේ වයර් වෑල්ඩින්, ද්රවාංක වෑල්ඩින් සහ ලේසර් වෑල්ඩින් ය. ඉහළ මතුපිට අවශ්යතා සහිත තුනී තහඩු සහ නිෂ්පාදන සඳහා ලේසර් වෑල්ඩින් සුදුසු වේ. AC වෙල්ඩර් ඇලුමිනියම් කොටස් වෑල්ඩින් කරයි. DC වෙල්ඩින් යන්ත්ර වෙල්ඩින් යකඩ, මල නොබැඳෙන වානේ ආදිය.


If you have sheet metal or other metal product fabrication demands, please contact with us freely. We will quote you. Maybe you meet some problem or questions during fabrication or design, also can send into sales1@shhofen.com for help. We are glad to help you.
පළ කිරීමේ කාලය: නොවැම්බර්-20-2020