
Definisjon:
En omfattende kaldbearbeidingsprosess for metallplater, hovedsakelig delt inn i skjæring, stansing, bøying, nagling, støpeforming, sveising, etc. Vanlig brukte plater inkluderer varmvalsede plater, syltede plater, kaldvalsede plater, galvaniserte plater, kobberplater, aluminiumsplater, aluminiumsprofiler, rustfrie stålplater, etc.
Vanlige behandlingsmetoder:
1. Platebearbeiding av plater med CNC-stansemaskin, CNC-bøyemaskin, laserskjæremaskin, skjæremaskin og annet utstyr, som hovedsakelig brukes til prøve- og småskalaproduksjon.
2. Platen bearbeides med en fast form på et stempel eller en presse og annet utstyr. Hastigheten er høy og kostnaden er lav, men formkostnaden er høy, installasjon og utskifting er tidkrevende, og den brukes mest til masseproduksjon.
Bearbeidingsprosessen for metallplater:
1. Skjæring: forming, laserskjæring, klipping eller stansing.
2. Forming: bøying, forming av støpeform.
3. Annen bearbeiding: trykknageling, nagling eller gjenging.
4. Sveising: lysbuesveising (TIG/MIG), motstandssveising.
5. Overflatebehandling: pulverlakkering, elektroforese, galvanisering, etc.
Vanlig utstyr og prosessintroduksjon
Klippemaskin:
Maskininnføring:
Klippemaskinen bruker et bevegelig øvre blad og et fast nedre blad, og bruker et rimelig bladgap for å påføre skjærkraft på metallplater av ulik tykkelse for å få platene til å brekke og separere i henhold til ønsket størrelse.
Prosess introduksjon:
Brukes til skjæring av strimler, hovedsakelig til forberedelse av formstansing, eller stansing av enkle deler med vanlige former. Høy hastighet, lave kostnader, lav presisjon, kan kun behandle strimler eller blokker uten hull og hjørner.

Laserskjæremaskin:
Maskininnføring:
Bruk høyenergilaser til å bestråle materialet som skal skjæres. Materialet fordampes for å lage et hulrom, og strålen beveger seg for å danne et spor. Skjær ut delens strukturelle form. Trenger å skrive laserprogram. Den kan skjære forskjellige deler med komplekse former. Høy presisjon. Brukes mest til prøveproduksjon eller flere varianter av små serier.
Prosess introduksjon:
Strålediameteren ved laserskjæring er svært liten, vanligvis under 0,2 mm. Ved skjæring av karbonstålplater under 3 mm, kan toleransen for senteravstanden til hullet kontrolleres innenfor 0,05 mm, konturtoleransen kan kontrolleres innenfor 0,1 mm, og overflateruheten kan nå Ra 12,5. Laseren vil etterlate merker på skjæreflaten. Jo tykkere platen er, desto tydeligere.
Påvirkende faktorer for laserskjæring:
Jo mindre laserskjærepunktet er, desto mindre spalten er, desto høyere er nøyaktigheten;
Jo høyere posisjoneringsnøyaktigheten til arbeidsbordet er, desto høyere er laserskjæringsnøyaktigheten;
Jo tykkere arket er, desto lavere er nøyaktigheten til laserskjæringen og desto dårligere er overflateruheten;
Med samme tykkelse er presisjonen til stålplaten høyere enn aluminiumsplaten, og skjæreflaten er glattere;

CNC-stansemaskin:
Maskininnføring:
En automatisk stansemaskin utstyrt med numerisk styring. Gjennom CNC-programmeringsinstruksjoner manipulerer du stansens handling og produserer deler.
Prosess introduksjon:
Gjennom en enkel formkombinasjon kan en rekke komplekse strykede deler og overfladiske strekkdeler fullføres samtidig. Den kan bearbeide store runde hull, firkantede hull, midjehull og ulike former for kurvekonturer. Dette kan også bearbeides med spesielle prosesser, som persienner, forsenkninger, flenshull, ribber, preging osv.

CNC-stempelmaskin:
Maskininnføring:
En stemplingsmaskin er en trykkmaskin. Stemplingsmaskinen og formen påfører ekstern kraft på plater, strimler, rør og profiler for å forårsake plastisk deformasjon eller separasjon, for å oppnå ønsket form og størrelse på produktet.
Prosess introduksjon:
Gjennom formen kan man utføre stansing, stansing, forming, strekking, trimming, finstansing, forming, nagling og ekstrudering. Bearbeidingsnøyaktigheten avhenger av form og materiale. Formutskifting og justeringstid er lengre. Formkostnaden er høy. Egnet for masseprodukter.

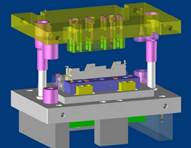
CNC-bøyemaskin:
Maskininnføring:
Utstyr for å bøye tynne plater gjennom former. Operasjonen er enkel, og arbeidsstykket med sideveggen kan fremstilles. Høy hastighet, høy presisjon og automatisk kompensasjonsfunksjon.

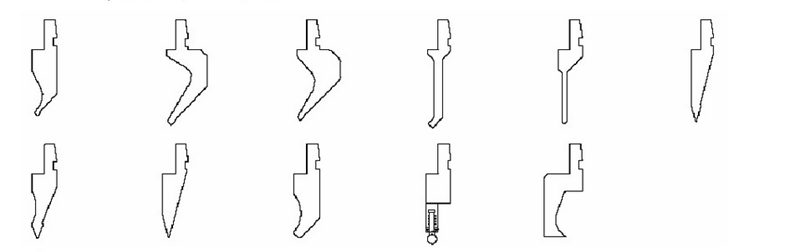
Vanlig form på bøyedysen (øvre form):
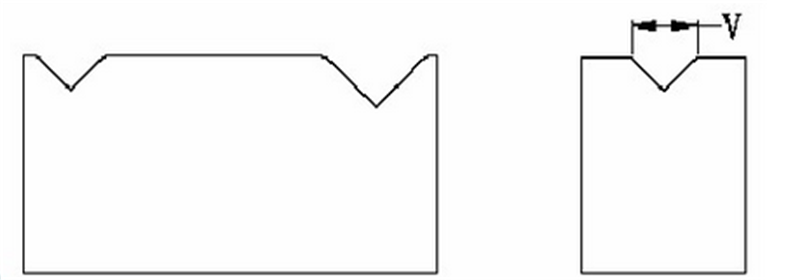
Vanlig V-spor (nedre form):
Sveisemaskin:
Maskininnføring:
Sveisemaskinen omdanner umiddelbart elektrisk energi til varme. Den kan umiddelbart koble sammen det samme metallmaterialet (også forskjellige metaller, men sveisemetoden er forskjellig) permanent.
Prosess introduksjon:
Vanlige sveisemetoder for metallplater er trådsveising, smeltesveising og lasersveising. Lasersveising er egnet for tynne plater og produkter med høye overflatekrav. AC-sveiser sveiser aluminiumsdeler. DC-sveiser sveiser jern, rustfritt stål osv.


If you have sheet metal or other metal product fabrication demands, please contact with us freely. We will quote you. Maybe you meet some problem or questions during fabrication or design, also can send into sales1@shhofen.com for help. We are glad to help you.
Publisert: 20. november 2020