
Definition:
Ein umfassendes Kaltumformverfahren für Metallbleche, das sich hauptsächlich in Scheren, Stanzen, Biegen, Nieten, Formformen, Schweißen usw. unterteilt. Zu den üblicherweise verwendeten Blechen gehören warmgewalzte Bleche, gebeizte Bleche, kaltgewalzte Bleche, verzinkte Bleche, Kupferbleche, Aluminiumbleche, Aluminiumprofile, Edelstahlbleche usw.
Gängige Verarbeitungsmethoden:
1. Blechbearbeitung von Platten mittels CNC-Stanzmaschine, CNC-Biegemaschine, Laserschneidmaschine, Schermaschine und anderer Anlagen, wobei diese hauptsächlich für die Muster- und Kleinserienfertigung eingesetzt werden.
2. Die Platte wird mithilfe einer festen Form an einem Stempel oder einer Presse und anderen Anlagen bearbeitet. Das Verfahren ist schnell und kostengünstig, jedoch sind die Kosten für die Form hoch, Installation und Austausch zeitaufwändig, weshalb es hauptsächlich für die Massenproduktion eingesetzt wird.
Der Bearbeitungsprozess von Blechteilen:
1. Schneiden: Formen, Laserschneiden, Scheren oder Stanzen.
2. Umformen: Biegen, Formen der Form.
3. Weitere Bearbeitung: Drucknieten, Nieten oder Gewindeschneiden.
4. Schweißen: Lichtbogenschweißen (WIG/MIG), Widerstandsschweißen.
5. Oberflächenbehandlung: Pulverbeschichtung, Elektrophorese, Galvanisierung usw.
Einführung in gängige Ausrüstung und Prozesse
Schermaschine:
Maschinenvorstellung:
Die Schermaschine verwendet ein bewegliches oberes Messer und ein feststehendes unteres Messer und nutzt einen angemessenen Messerspalt, um eine Scherkraft auf Metallbleche unterschiedlicher Dicke auszuüben, damit die Bleche entsprechend der gewünschten Größe brechen und getrennt werden.
Prozesseinführung:
Diese Maschine dient zum Schneiden von Streifen und wird hauptsächlich für die Vorbereitung von Stanzvorgängen oder zum Ausstanzen einfacher Teile mit regelmäßigen Formen eingesetzt. Sie zeichnet sich durch hohe Geschwindigkeit, niedrige Kosten und geringe Präzision aus und kann nur Streifen oder Blöcke ohne Löcher und Ecken verarbeiten.

Laserschneidmaschine:
Maschinenvorstellung:
Ein Hochenergielaser bestrahlt das zu schneidende Material. Das Material verdampft, wodurch ein Hohlraum entsteht, und der Laserstrahl formt einen Schlitz. So wird die gewünschte Form des Werkstücks ausgeschnitten. Hierfür ist ein Laserprogramm erforderlich. Das Verfahren eignet sich zum Schneiden verschiedenster Teile mit komplexen Formen und zeichnet sich durch hohe Präzision aus. Es wird hauptsächlich für die Musterfertigung oder die Herstellung kleiner Serienprodukte mit unterschiedlichen Varianten eingesetzt.
Prozesseinführung:
Der Strahldurchmesser beim Laserschneiden ist sehr klein, üblicherweise unter 0,2 mm. Beim Schneiden von Kohlenstoffstahlplatten unter 3 mm Dicke lässt sich die Toleranz des Lochmittenabstands auf unter 0,05 mm, die Konturtoleranz auf unter 0,1 mm und die Oberflächenrauheit auf Ra 12,5 begrenzen. Der Laser hinterlässt Spuren auf der Schnittfläche. Je dicker die Platte, desto deutlicher sind diese Spuren.
Einflussfaktoren beim Laserschneiden:
Je kleiner der Laserschneidfleck, desto kleiner der Schlitz, desto höher die Genauigkeit;
Je höher die Positioniergenauigkeit des Arbeitstisches, desto höher die Genauigkeit des Laserschneidens;
Je dicker das Blech, desto geringer die Genauigkeit des Laserschneidens und desto schlechter die Oberflächenrauheit;
Bei gleicher Dicke ist die Präzision der Stahlplatte höher als die der Aluminiumplatte, und die Schnittfläche ist glatter;

CNC-Stanzmaschine:
Maschinenvorstellung:
Eine automatische Stanzmaschine mit numerischer Steuerung. Mittels CNC-Programmierung wird die Stanzbewegung gesteuert und Teile werden gefertigt.
Prozesseinführung:
Durch eine einfache Werkzeugkombination lassen sich verschiedene komplexe Streck- und Flachstreckteile in einem Arbeitsgang fertigen. Es können große runde und quadratische Löcher, Taillenlöcher sowie diverse Kurvenformen bearbeitet werden. Auch Spezialbearbeitungen wie Sacklöcher, Senkungen, Bördelungen, Rippen, Prägungen usw. sind möglich.

CNC-Stanzmaschine:
Maschinenvorstellung:
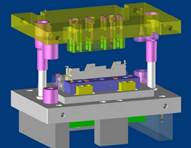
Eine Stanzmaschine ist eine Druckmaschine. Stanzmaschine und Form üben eine äußere Kraft auf Platten, Bänder, Rohre und Profile aus, um eine plastische Verformung oder Trennung zu bewirken und so die gewünschte Form und Größe des Produkts zu erzielen.
Prozesseinführung:
Durch die Form können Ausstanzen, Stanzen, Umformen, Strecken, Beschneiden, Feinschneiden, Formen, Nieten und Extrudieren erfolgen. Die Bearbeitungsgenauigkeit hängt von Form und Material ab. Der Formwechsel und die Justierung sind zeitaufwändiger. Die Formkosten sind hoch. Geeignet für die Massenproduktion.

CNC-Biegemaschine:
Maschinenvorstellung:
Anlage zum Biegen dünner Bleche durch Formen. Die Bedienung ist einfach, und Werkstücke mit Seitenwänden können gefertigt werden. Hohe Geschwindigkeit, hohe Präzision und automatische Kompensationsfunktion.

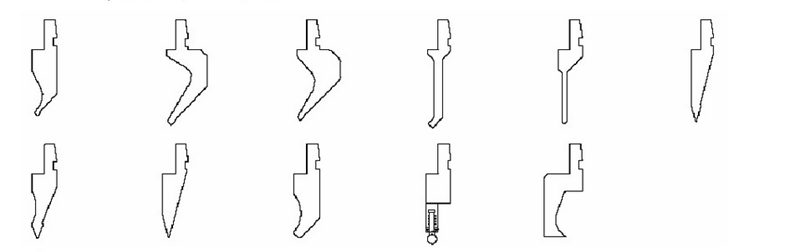
Übliche Biegeform (Oberform):
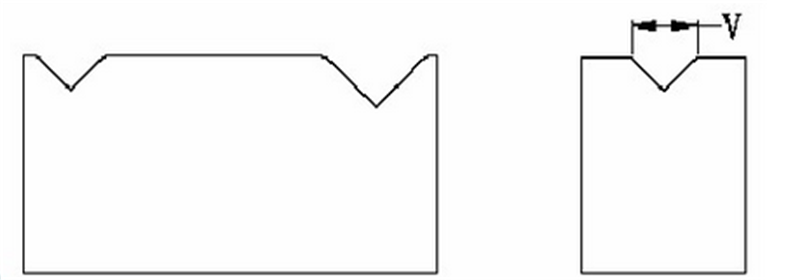
Übliche V-Nutform (untere Form):
Schweißmaschine:
Maschinenvorstellung:
Das Schweißgerät wandelt elektrische Energie sofort in Wärme um. Es kann gleiche Metalle (auch unterschiedliche Metalle können damit verbunden werden, allerdings mit einem anderen Schweißverfahren) sofort und dauerhaft verbinden.
Prozesseinführung:
Gängige Schweißverfahren für Blechteile sind Drahtschweißen, Schmelzschweißen und Laserschweißen. Laserschweißen eignet sich für dünne Bleche und Produkte mit hohen Oberflächenanforderungen. Wechselstrom-Schweißgeräte schweißen Aluminiumteile. Gleichstrom-Schweißgeräte schweißen Eisen, Edelstahl usw.


If you have sheet metal or other metal product fabrication demands, please contact with us freely. We will quote you. Maybe you meet some problem or questions during fabrication or design, also can send into sales1@shhofen.com for help. We are glad to help you.
Veröffentlichungsdatum: 20. November 2020