
Difino:
Ampleksa malvarma prilaborado por metala plato, ĉefe dividita en tondadon, truadon, fleksadon, nitadon, muldilformadon, veldadon, ktp. Ofte uzataj platoj inkluzivas varmolumitajn platojn, piklitajn platojn, malvarme rulitajn platojn, galvanizitajn platojn, kuprajn platojn, aluminiajn platojn, aluminiajn profilojn, rustorezistŝtalajn platojn, ktp.
Oftaj prilaboraj metodoj:
1. Lamenprilaborado de platoj per CNC-trumaŝino, CNC-fleksmaŝino, lasera tranĉmaŝino, tondmaŝino kaj alia ekipaĵo, kiu estas plejparte uzata por specimenproduktado kaj malgrand-kvanta produktado.
2. La plato estas prilaborata per fiksa muldilo sur stampilo aŭ premilo kaj alia ekipaĵo. La rapideco estas rapida kaj la kosto estas malalta, sed la kosto de la muldilo estas alta, la instalado kaj anstataŭigo estas tempopostulaj, kaj ĝi estas plejparte uzata por amasproduktado.
La prilabora procezo de lamenaj partoj:
1. Tranĉado: muldilo, lasera tranĉado, tondado aŭ truado.
2. Formado: fleksado, formado de muldilo.
3. Alia prilaborado: prema nitado, nitado aŭ frapado.
4. Veldado: arkveldado (TIG/MIG), rezistancveldado.
5. Surfaca traktado: pulvora tegaĵo, elektroforezo, galvanizado, ktp.
Enkonduko de komuna ekipaĵo kaj procezo
Tondmaŝino:
Enkonduko al maŝino:
La tondilo uzas movantan supran klingon kaj fiksan malsupran klingon, kaj uzas akcepteblan klingan interspacon por apliki tondan forton al metalaj platoj de diversaj dikecoj por rompi kaj disiĝi laŭ la bezonata grandeco.
Enkonduko al la procezo:
Uzata por tranĉi striojn, ĝi estas ĉefe uzata por la preparado de ŝablonado, aŭ la ŝablonado de simplaj partoj kun regulaj formoj. Rapida rapideco, malalta kosto, malalta precizeco, povas prilabori nur striojn aŭ blokojn sen truoj kaj anguloj.

Lasera tranĉmaŝino:
Enkonduko al maŝino:
Uzu alt-energian laseron por surradii la materialon, kiu estos tranĉita. La materialo vaporiĝas por krei kavaĵon, kaj la radio moviĝas por formi fendon. Eltranĉu la strukturan formon de la parto. Necesas skribi laseran programon. Ĝi povas tranĉi diversajn partojn kun kompleksaj formoj. Alta precizeco. Plejparte uzata por specimenproduktado aŭ pluraj variaĵoj de malgrandaj kvantoj da produktoj.
Enkonduko al la procezo:
La diametro de la trabo de lasera tranĉado estas tre malgranda, kutime sub 0.2MM. Kiam oni tranĉas karbonŝtalajn platojn sub 3 mm, la toleremo de la centra distanco de la truo povas esti kontrolita ene de 0.05MM, la toleremo de la konturo povas esti kontrolita ene de 0.1MM, kaj la surfaca malglateco povas atingi Ra 12.5. La lasero lasos markojn sur la tranĉsurfaco. Ju pli dika la plato, des pli evidentaj.
Influaj faktoroj de lasera tranĉado:
Ju pli malgranda la lasera tranĉpunkto, ju pli malgranda la fendo, des pli alta la precizeco;
Ju pli alta estas la poziciiga precizeco de la labortablo, des pli alta estas la precizeco de lasera tranĉado;
Ju pli dika la folio, des pli malalta la precizeco de lasera tranĉado kaj des pli malbona la surfaca malglateco;
Kun la sama dikeco, la precizeco de la ŝtala plato estas pli alta ol tiu de aluminia plato, kaj la tranĉa surfaco estas pli glata;

CNC-trumaŝino:
Enkonduko al maŝino:
Aŭtomata trumaŝino ekipita per numera kontrolo. Per CNC-programaj instrukcioj, manipulu la agon de la trumaŝino kaj fabriku partojn.
Enkonduko al la procezo:
Per simpla kombino de muldilo, diversaj kompleksaj trapasaj kaj malprofundaj streĉaj partoj povas esti kompletigitaj samtempe. Ĝi povas prilabori grandajn rondajn truojn, kvadratajn truojn, taliotruojn kaj diversajn formojn de kurbaj konturoj. Ĉi tio ankaŭ povas esti prilaborita per specialaj procezoj, kiel blindaj, kavigaj truoj, flanĝaj truoj, ripoj, reliefaj, ktp.

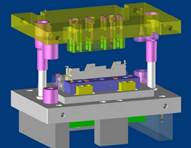
CNC-stampmaŝino:
Enkonduko al maŝino:
Stampmaŝino estas prema maŝino. La stampilo kaj muldilo aplikas eksteran forton al platoj, strioj, tuboj kaj profiloj por kaŭzi plastan deformadon aŭ disiĝon, por atingi la bezonatan formon kaj grandecon de la produkto.
Enkonduko al la procezo:
Per la muldilo, oni povas fari malplenigon, truadon, formadon, streĉadon, pritondadon, fajnan malplenigon, modeladon, nitadon kaj eltrudadon. La precizeco de la prilaborado dependas de la muldilo kaj materialo. La muldila anstataŭigo kaj alĝustigotempo estas pli longa. La muldila kosto estas alta. Taŭga por amasaj produktoj.

CNC-fleksmaŝino:
Enkonduko al maŝino:
Ekipaĵo por fleksado de maldikaj platoj tra muldiloj. La operacio estas simpla, kaj la laborpeco kun la flanka muro povas esti fabrikita. Rapida rapideco, alta precizeco, kaj ĝi havas aŭtomatan kompensan funkcion.

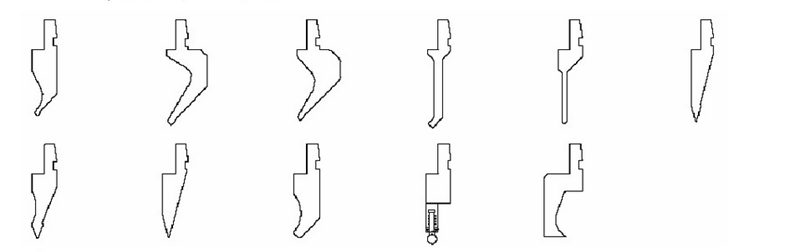
Ofta formo de fleksa ŝimo (supra muldilo):
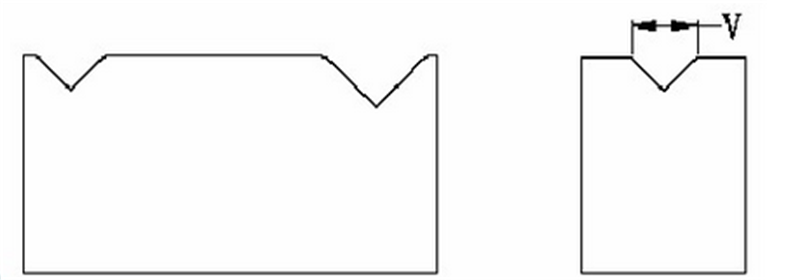
Komuna V-kanelo (malsupra ŝimo) formo:
Veldmaŝino:
Enkonduko al maŝino:
La veldmaŝino tuj konvertas elektran energion en varmon. Ĝi povas tuj konekti la saman metalan materialon (ankaŭ povas konekti malsamajn metalojn, sed la veldmetodo estas malsama) konstante.
Enkonduko al la procezo:
La komunaj veldmetodoj en lamenaj partoj estas dratveldado, fandveldado kaj laserveldado. Lasera veldado taŭgas por maldikaj platoj kaj produktoj kun altaj surfacaj postuloj. AC-veldilo veldas aluminiopartojn. DC-veldilo veldas feron, rustorezistan ŝtalon, ktp.


If you have sheet metal or other metal product fabrication demands, please contact with us freely. We will quote you. Maybe you meet some problem or questions during fabrication or design, also can send into sales1@shhofen.com for help. We are glad to help you.
Afiŝtempo: 20-a de novembro 2020