
تعریف:
یک فرآیند جامع کار سرد برای صفحات فلزی، که عمدتاً به برش، پانچ، خم شدن، پرچ کردن، قالب سازی، جوشکاری و غیره تقسیم میشود. صفحاتی که معمولاً استفاده میشوند شامل صفحات نورد گرم، صفحات اسیدشویی شده، صفحات نورد سرد، صفحات گالوانیزه، صفحات مسی، صفحات آلومینیومی، پروفیلهای آلومینیومی، صفحات استیل ضد زنگ و غیره هستند.
روشهای پردازش رایج:
۱. پردازش ورق فلزی صفحات توسط دستگاه پانچ cnc، دستگاه خم کن cnc، دستگاه برش لیزری، دستگاه برش و سایر تجهیزات، که بیشتر برای نمونه و تولید دسته ای کوچک استفاده می شود.
۲. صفحه توسط یک قالب ثابت روی پانچ یا پرس و سایر تجهیزات پردازش میشود. سرعت سریع و هزینه کم است، اما هزینه قالب بالا است، نصب و تعویض آن زمانبر است و بیشتر برای تولید انبوه استفاده میشود.
فرآیند پردازش قطعات فلزی ورق:
۱. برش: قالب، برش لیزری، قیچی یا پانچ.
۲. شکلدهی: خم کردن، قالبگیری.
3. سایر پردازشها: پرچکاری تحت فشار، پرچکاری یا ضربه زدن.
۴. جوشکاری: جوشکاری قوسی (TIG/MIG)، جوشکاری مقاومتی.
5. عملیات سطحی: پوشش پودری، الکتروفورز، آبکاری و غیره
معرفی تجهیزات و فرآیندهای رایج
دستگاه قیچی:
معرفی دستگاه:
دستگاه برش از یک تیغه بالایی متحرک و یک تیغه پایینی ثابت استفاده میکند و با استفاده از یک فاصله تیغه معقول، نیروی برشی را به ورقهای فلزی با ضخامتهای مختلف اعمال میکند تا ورقها بر اساس اندازه مورد نیاز شکسته و جدا شوند.
معرفی فرآیند:
برای برش نوارها استفاده میشود، عمدتاً برای آمادهسازی پردازش قالب خالی یا خالی کردن قطعات ساده با اشکال منظم استفاده میشود. سرعت سریع، هزینه کم، دقت پایین، فقط میتواند نوارها یا بلوکهای بدون سوراخ و گوشه را پردازش کند.

دستگاه برش لیزری:
معرفی دستگاه:
از لیزر پرانرژی برای تاباندن پرتو به مادهای که قرار است برش داده شود استفاده کنید. ماده تبخیر میشود تا یک حفره ایجاد شود و پرتو برای تشکیل یک شکاف حرکت میکند. شکل ساختاری قطعه را برش دهید. نیاز به نوشتن برنامه لیزر دارید. میتواند قطعات مختلف با اشکال پیچیده را برش دهد. دقت بالا. بیشتر برای تولید نمونه یا انواع مختلف محصول در دستههای کوچک استفاده میشود.
معرفی فرآیند:
قطر پرتو برش لیزری بسیار کوچک است، معمولاً کمتر از 0.2 میلیمتر. هنگام برش صفحات فولاد کربنی زیر 3 میلیمتر، میتوان تلرانس فاصله مرکز سوراخ را در محدوده 0.05 میلیمتر، تلرانس خطوط را در محدوده 0.1 میلیمتر و زبری سطح را در محدوده Ra 12.5 کنترل کرد. لیزر روی سطح برش ردهایی به جا میگذارد. هرچه صفحه ضخیمتر باشد، این ردها واضحتر هستند.
عوامل موثر بر برش لیزری:
هرچه نقطه برش لیزر کوچکتر باشد، شکاف کوچکتر و دقت بالاتر است.
هرچه دقت موقعیتیابی میز کار بیشتر باشد، دقت برش لیزری نیز بیشتر خواهد بود.
هرچه ورق ضخیمتر باشد، دقت برش لیزری کمتر و زبری سطح آن بدتر میشود.
با ضخامت یکسان، دقت صفحه فولادی از صفحه آلومینیومی بیشتر است و سطح برش نرمتر است.

دستگاه پانچ سی ان سی:
معرفی دستگاه:
یک دستگاه پانچ اتوماتیک مجهز به کنترل عددی. از طریق دستورالعملهای برنامهنویسی CNC، عملکرد پانچ را دستکاری کرده و قطعات را میسازند.
معرفی فرآیند:
از طریق یک ترکیب قالب ساده، میتوان انواع قطعات پیچیده عبوری و کششی کمعمق را همزمان تکمیل کرد. این دستگاه میتواند سوراخهای گرد بزرگ، سوراخهای مربعی، سوراخهای کمر و اشکال مختلف خطوط منحنی را پردازش کند. این دستگاه همچنین میتواند با فرآیندهای ویژهای مانند پرده، کانترسنک، سوراخهای لبهدار، دندهها، برجستهکاری و غیره پردازش شود.

دستگاه مهر زنی CNC:
معرفی دستگاه:
دستگاه پرسکاری یک دستگاه فشار است. دستگاه پرسکاری و قالب، نیروی خارجی را به صفحات، نوارها، لولهها و پروفیلها اعمال میکنند تا باعث تغییر شکل پلاستیکی یا جداسازی شوند، به طوری که شکل و اندازه مورد نیاز روش تشکیل محصول را به دست آورند.
معرفی فرآیند:
از طریق قالب میتوان عملیات سوراخکاری، پانچ، شکلدهی، کشش، برش، سوراخکاری دقیق، شکلدهی، پرچکاری و اکستروژن را انجام داد. دقت پردازش به قالب و جنس آن بستگی دارد. زمان تعویض و تنظیم قالب طولانیتر است. هزینه قالب بالاست. مناسب برای محصولات انبوه.

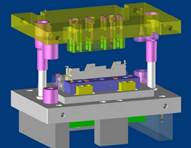
دستگاه خم کن سی ان سی:
معرفی دستگاه:
تجهیزاتی برای خم کردن صفحات نازک از طریق قالب. عملیات ساده است و قطعه کار با دیواره جانبی قابل ساخت است. سرعت بالا، دقت بالا و دارای عملکرد جبران خودکار.

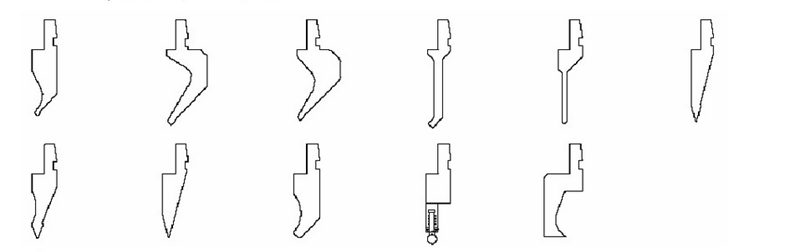
شکل قالب خمشی رایج (قالب بالایی):
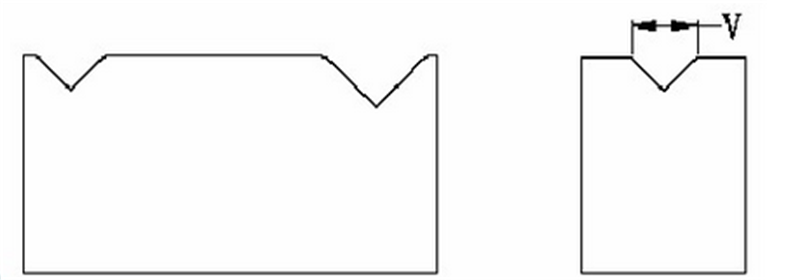
شکل شیار V شکل معمولی (قالب پایینی):
دستگاه جوش:
معرفی دستگاه:
دستگاه جوشکاری فوراً انرژی الکتریکی را به گرما تبدیل میکند. این دستگاه میتواند فوراً مواد فلزی مشابه را (همچنین میتواند فلزات غیر مشابه را به هم متصل کند، اما روش جوشکاری متفاوت است) به طور دائم به هم متصل کند.
معرفی فرآیند:
روشهای رایج جوشکاری در قطعات ورق فلزی عبارتند از جوشکاری سیمی، جوشکاری ذوبی و جوشکاری لیزری. جوشکاری لیزری برای صفحات نازک و محصولاتی با نیاز به سطح بالا مناسب است. جوشکار AC قطعات آلومینیومی را جوش میدهد. دستگاه جوش DC آهن، فولاد ضد زنگ و غیره را جوش میدهد.


If you have sheet metal or other metal product fabrication demands, please contact with us freely. We will quote you. Maybe you meet some problem or questions during fabrication or design, also can send into sales1@shhofen.com for help. We are glad to help you.
زمان ارسال: 20 نوامبر 2020